جزوه برنامه ریزی تولید مهندسی صنایع استاد کیا
برنامه ریزی تولید
برنامه ریزی تولید یکی از دروس کارشناسی مهندسی صنایع می باشد که در ادامه لینک دانلود جزوه برنامه ریزی تولید استاد کیا قرار داده شده است. این جزوه در 85 صفحه و در قالب فایل pdf می باشد. دوستان عزیز در زمینه برنامه ریزی تولید کتاب ها و جزوات زیادی موجود است مانند کتاب برنامه ریزی تولید آریانژاد ، جزوه برنامه ریزی تولید دانشگاه شریف ، کتاب برنامه ریزی تولید دکتر ماکویی ، کتاب برنامه ریزی تولید فاطمی قمی و حل المسائل برنامه ریزی تولید آریانژاد. که همگی از کتابهای معروف برنامه ریزی تولید هستند.
فهرست جزوه برنامه ریزی تولید:
- مدیریت تولید
- دسته بندی سازمان ها و شرکت ها
- سیستم های تولید و مونتاژ انعطاف پذیر (FMS)
- CIM چیست؟
- سیستم های سطح اجرایی
- افق های برنامه ریزی
- سلسله مراتب برنامه ریزی تولید
- سازمان فرایند تولید
- تاریخچه برنامه ریزی تولید
- تجارت یکپارچه کامپیوتری (CIB)
- انواع نظام های تولیدی
- فلسفه تکنولوژی تولید بهینه (OPT)
- قواعد OPT
- پدیده چوب گلف
- تعیین اندازه انباشته
- روش های تعیین اندازه انباشته
- مثال MRP
- مثال MPS
- مدلسازی در برنامه ریزی تولید
- روشهای ابتکاری حل مساله برنامه ریزی تولید
- کاربرد مدل حمل و نقل در برنامه ریزی تولید
- کاربرد برنامه ریزی پویا در برنامه ریزی تولید
- الگوریتم های زمان بندی
- رویکرد تولید به موقع (JIT)
در ادامه مختصری از مطالب جزوه آورده شده است.
مدیریت تولید
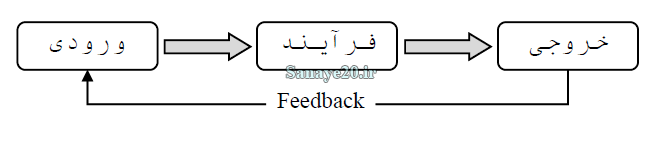
طبق تعریف مدیریت، فرآیند تصمیم گیری است که با بهره گیری از منابع محدود، هدف مشخصی را دنبال می کند. بنابراین مدیریت تولید می تواند به عنوان فرآیند تصمیم گیری در زمینه مباحث تولیدی در نظر گرفته شود که اجزای آن عبارت از: برنامه ریزی، سازماندهی، کنترل و هدایت با انگیزش نیروی انسانی می باشد. هر فعالیتی که منابعی را در اختیار بگیرد و آن را در جهت تبدیل ورودی به خروجی مدیریت کند، فرآیند نام دارد (استاندارد ISO9000 ویرایش ۲۰۰۰).
دسته بندی سازمان ها و شرکت ها
دسته اول: بر اساس نوع فعالیت
در این دسته بندی بر اساس نوع فعالیت، سازمان ها به سه گروه زیر تقسیم می شوند:
1) سازمان های استخراج از منابع طبیعی (مثل معادن): به طبیعت به عنوان تنها منبع با ارزش متکی است.
۲) احداث و ساخت: شامل پالايش، تبدیل، ساختن و تولید کردن، مونتاژ و نصب است. در اواخر قرن ۱۸ و اوایل قرن ۱۹ ساخت یک عامل در به وجود آوردن ارزش معرفی شد.
۳) خدمات؛ یعنی ایجاد مطلوبیت برای مشتری مطلوبیت در اواخر قرن ۱۹ توسط اقتصاددانان، “رضایت مورد درخواست بشر تعریف شده است. کالای فیزیکی تحویل نمی دهند. (صنعت سوم).
دسته بندی دوم: بر اساس ماهیت محصول
بر این اساس، سازمان ها و یا شرکت ها به سه گروه تقسیم می شوند:
1) صنایع تولیدی که به طور مستقیم در تولید کالا نقش دارند. این گروه خود به دو بخش تقسیم می شوند
- صنایع تولید پیوسته یا Continuous – process production industries: ترکیب، جداسازی، شکل دادن و با انجام واکنش های شیمیایی به منظور ایجاد ارزش افزوده در ورودی ها (دسته ای با پیوسته)
- صنایع تولید قطعات گسسته یا Discrete – iteun manufacturing industries و به صورت تولید گسسته، قابل شمارش و منفک توصیف می شود. در هر بار یک قطعه با محصول ساخته می شود. ساخت قطعات محصول اغلب در کارگاههای مختلف و در نهایت مونتاژ آنها از ویژگیهای این صنایع است.
2) صنایع پروژه ای: در این صنایع، مواد و ابزار و پرستل به محلی که محصول ساخته میشود و یا شکل می گیرد منتقل می شوند، و معمولا تک محصولی می باشند؛ مثل: ساخت پالایشگاه.
تعریف پروژه از دیدگاه مهندسی صنایع: یک فعالیت بزرگ در یک زمان مشخص مانند طراحی یک محصول جدید، کشتی سازی و…
3) صنایع خدماتی: صنایعی هستند که کالا تولید نمیکنند اما خدمات مشخصی را ارئه می دهند.
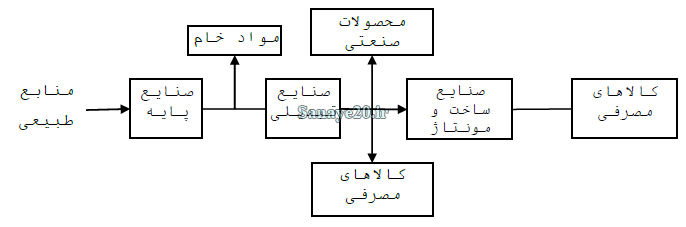
4) صنایع تولیدی بر اساس نوع فعالیت
- صنایع پایه (استخراج و تصفیه مواد خام)؛ سنگ آهن خام به شمش فولاد تبدیل می شود.
- صنایع تبدیلی (پردازش کننده مواد)؛ شمش فولاد به پروفیل ها، لوله ها، ظروف فلزی تبدیل می شود.
- صنایع پتروشیمی؛ تولیدات نفتی را به مواد پلیمری تبدیل می کنند.
- صنایع ساخت و مونتاژ؛ مواد پلیمری را به اشکال مختلف قالب گیری می کنند.
دسته سوم: بر اساس مقدار تولید
این دسته بندی به هر دو گروه تولید پیوسته و تولید قطعات گسسته مربوط می شود. در این دسته بندی، صنایع تولید به چهار گروه تقسیم می شوند.
1) گروه اول: تولید کارگاهی (Job Shop Production)
تولید در این سیستم با حجم کم و در طیف وسیعی از محصولات انجام می پذیرد. تعداد قطعات استاندارد در این محصولات بسیار کم است و تنها برخی از قطعات عمومی و بسیار متداول به کار گرفته می شود. واحد تولیدی برای ساخت محصولات مختلف نیاز به قابلیت بالا در تولید انعطاف پذیر دارد. برای تحقق این امر به تجهیزات انعطاف پذیر جهت انجام فعالیت های مختلف و نیروی کار ماهر نیاز است. تولید کارگاهی معمولا بر طبق سیاست موجودی سیستم های ETO یا MTO عمل می نماید. یک مثال موردی از تولید کارگاهی، کارگاه ماشین کاری است که به صورت پیمانکاری یا قراردادی فعالیت می کند. در این فرآیند تولیدی، عملیات مشابهی در کارگاه های اختصاصی بر روی محصول انجام می گیرد؛ مثل: فرزکاری، تراشکاری، فورجینگ، مونتاژ و …
در واقع با عبور محصول از هر کارگاه یا ایستگاه کاری عملیات خاصی روی آن صورت می گیرد تا به محصول نهایی تبدیل شود. از ویژگی های کارگاه تولیدی می توان به موارد زیر اشاره کرد.
- پایین بودن حجم تولید
- اندازه کوچک دسته های تولیدی
- تنوع بسیار زیاد محصولات
- نیازمند به تجهیزاتی با انعطاف پذیری بالا
- نیازمند به کارگران حرفه ای با چند تخصصی
- زمان بندی و کنترل تولید پیچیده و برنامه ریزی تولید بسیار مهم است.
2) گروه دوم: تولید دستهای (Batch or Intermittent Production)
ویژگی اصلی تولید دسته ای، حجم متوسط تولید در طیف متوسطی از محصولات است. تولید دستهای عبارت است از تولید محصولات در دسته ها یا انباشته های کوچک از طریق مجموعه ای از عملیات متفاوت به گونه ای که غالبأ باید پیش از آغاز عملیات بعدی، عملیات قبلی بر تمام قطعات آن دسته یا انباشته انجام گرفته باشد. این سیستم باید به میزان قابل توجهی انعطاف پذیر بوده و تجهیزاتی عمومی یا به اصطلاح همه منظوره برای ارضای نیازهای متغیر مشتری و تغییرات تقاضا در اختیار داشته باشد. تولید دسته ای در وضعیتی مابین تولید کاملا کار گاهی و تولید انبوه به کار گرفته می شود. در این موارد کمیت تولید در حدی نیست که بتواند هزینه های تولید انبوه را توجیه کند. اندازه انباشته ها در تولید دسته ای به گونه ای انتخاب می شود که در حد امکان هزينه آماده سازی دستگاه سرشکن شود. این روش به واسطه تنوع توام با حجم بالا از پیچیدگی بیشتری نسبت به تولید کارگاهی برخوردار است. برای ذکر نمونه ای از تولید دسته ای می توان به ساخت و مونتاژ ماشینهای ابزار اشاره کرد.
تولید دسته ای به عنوان فرمی از تولید که در آن قطعات به صورت دسته ای از کارگاه های تخصصی عبور می کنند و هر دسته ممکن است یک مسیر متفاوتی داشته باشد. این دسته ها شامل تولید دسته های با اندازه متوسط از کالا یا محصولات یکسانی باشند (در حالی که می تواند اندازه های مختلفی داشته باشند). ویژگی های تولید دسته ای در زیر اشاره شده است.
- تجهیزات تولید چند منظوره می باشد.
- زمان راه اندازی و تنظیم در این نوع تولید بسیار با اهمیت است.
- تجهیزات و ماشین آلات باید مرتب تنظیم شوند.
- برنامه ریزی نیروهای انسانی در ایستگاههای کاری زیاد بوده و از اهمیت بالایی برخوردار است.
3) گروه سوم: تولید انبوه (Mass Production)
حجم بالای تولید و تنوع پایین محصول مشخصه اصلی تولید انبوه است. محصولات تولیدی در این روش غالبا استاندارد می باشد و معمولا تقاضا برای محصول ثابت بوده و تغییر طرح محصول در یک دوره کوتاه مدت یا میان مدت به ندرت انجام می پذیرد. تسهیلات تولیدی در این روش، ماشین آلات ویژه و تخصصی را می طلبد. هرچند قیمت این ماشین آلات بسیار گران است، با این حال این هزینه در تولید بالا سرشکن می شود، در ارتباط با تولید انبوه به نوعی اتوماسیون با عنوان اتوماسیون سخت یا اتوماسیون نوع دیترویت برمی خوریم. واژه سخت در اینجا نشان دهنده حالت اختصاصی و غیر منعطف ماشین آلات مزيور می باشد. از تولید و مونتاز خودرو معمولا به عنوان مثال کلاسیک تولید انبوه یاد شده است.
در این سیستم، تنوع محصولات فوق العاده پایین بوده و در عوض حجم تولید بسیار بالاست. در این سیستم های تولیدی نیاز به کارگران با تخصص پایین است ولی دستگاه ها و تجهیزات باید تخصصی و در صورت نیاز، خودکار باشند، تجهیزات مورد استفاده در سیستم های تولید انبوه گاهی وقت ها به اتوماسیون سخت (اتوماسیون نوع دیترویت) مرسوم است. در واقع به دلیل اهمیت بیشتر دستگاهها نسبت به نیروی کار و همچنین به دلیل پیچیدگی دستگاه ها در این نوع سیستم های تولیدی به چنین تجهیزاتی، اتوماسیون سخت می گویند و به دلیل اینکه معمولا در گذشته خودرو به روش تولید انبوه تولید می گردید و اینکه اغلب شرکت های خودروسازی در آمریکا در شهر دیترویت قرار داشتند به چنین نظامهایی، اتوماسیون نوع دیترویت می گویند.
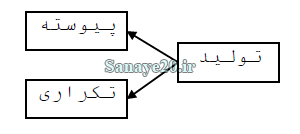
- تولید محصولات پیوسته با استفاده از فرآیند جریان مواد تولید پیوسته نامیده می شود.
- تولید محصولات گسسته با استفاده از فرآیند جریان مواد تولید تکراری نامیده می شود.
- جریان مواد؛ در این طرح، محصول قدم های پی در پی را طی می کند.
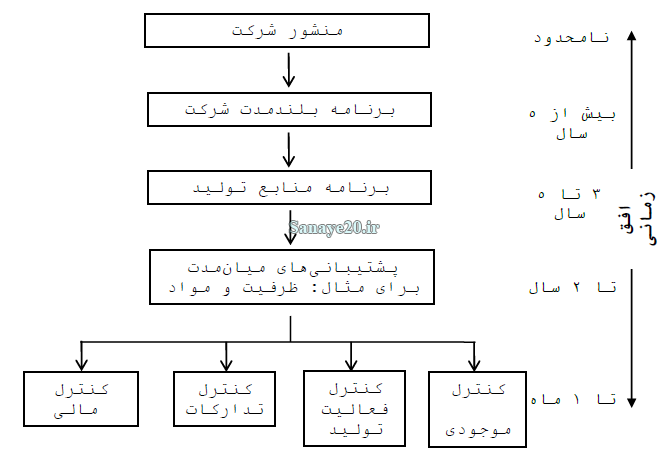
افق برنامه ریزی تولید
معمولا برنامه ریزی تولید به صورت افقهای بلندمدت، میان مدت و کوتاه مدت تهیه می گردد.
برنامه ریزی بلند مدت: افق های بلندمدت می تواند از دو سال شروع شده و تا ۱۰ سال متغیر باشد. مدت زمان برنامه بلندمدت باید از زمان دستیابی به تجهیزات جدید بیشتر باشد. بنابراین ممکن است برای یک معدن، برنامه بلندمدت ۱۰ سال در نظر گرفته شود و برای یک صنعت کوچک که جمع آوری و به دست آوردن تجهیزات و ماشین آلات آن زمان کمتری ببرد، مدت زمان این برنامه کمتر باشد.
برنامه میان مدت: از یک ماه شروع شده و تا دو سال متغیر است و معمولا از مدت زمان مورد نیاز برای توسعه سرعت تولید مانند افزایش نیروی انسانی، تغییر شیفت کاری، تنظیم برنامه اضافه کاری، بستن قراردادهای جنبی و … بیشتر می باشد.
برنامه کوتاه مدت: معمولا از یک ماه کمتر است و از زمان مورد نیاز برای کنترل و زمان بندی کف کارگاه بیشتر است.
* تذکر: در برنامه بلندمدت، برنامه ها برای سر و سامان دادن به مسائل عمده کارخانه مثل خرید تجهیزات و ماشین آلات تهیه می شود. در برنامه میان مدت معمولا مباحثی مانند مدیریت منابع انسانی و مواد مورد مطالعه قرار می گیرد و در برنامه کوتاه مدت مباحث کف کارگاه مورد مطالعه قرار می گیرند.
در شکل زیر سلسله مراتبی برنامه ریزی تولید آورده شده است.